The number of alarm clock collectors seems to have increased over the last decade or so. In particular, early Westclox models are a very common favorite with them. Collectors enjoy the early Westclox models as examples of American ingenuity and creativity.
Many fine models could be purchased new in the early 1900’s for around $1.00 (probably close to $15 in today’s currency). These clocks were wellengineered and very rugged, and many have withstood the test of almost 100 years in service. We’ve had several customers ask us to restore or maintain their early Westclox models as the clock of
choice that they use on their bed stands because of their reliability, robustness, loud alarms, and decorative charm.
This article focuses on the restoration of a 1927 Style 1 Baby Ben. We’ll be going into detail on the restoration of the movement and case, as well as the hands. Fortunately, this clock has a dial that is in at least good condition, so the restoration promises to result in a very attractive clock. As received, the clock is shown below.



It’s evident from the pictures (and even more so in real life) that the case on this clock is distressed. The nickel plating is at end of life. Attempts to polish it were futile, offering marginal improvement and wearing the nickel through. The rear bell cover has a substantial amount of rust pitting which doesn’t polish very well. Further, a leg is missing and the bottom of the case is fairly distorted, probably caused by the same force that dislodged the leg. The center picture also shows that the hand is loose. Someone had attempted to tighten the minute hand by smashing the arbor down, and had in the process separated the hand collet. The collet and hand are rattling around loose under the glass and the tip of the center wheel arbor is distorted. The front and rear screws show signs of having been removed and replaced several times. They are rusty and discolored and the slots are burred, but not badly stripped.
The first step in the restoration is to remove the front bezel and dial. There are three small screws retaining the bezel assembly. Removing those gives us access to the dial
and hands as shown below. To remove the dial, the hands must be removed. No problem in this case with the minute hand, but the alarm setter remains a challenge. To remove
this setter, it is absolutely imperative that a miniature hand puller be used. Prying any hand off against the dial will mar the dial or distort the thin dial pan. Note the use of a
small piece of paper. A sliver is cut out of the paper so that it can be slipped under the setter. This prevents accidental marring from the hand puller. Even though the puller is
designed to avoid touching the dial, the setter has a deep collet and you must get under the collet if you want to get the assembly off in one piece. If you pull on the hand and not the collet, you’ll be reriveting the collet to the hand, which will pop right off and separate. At times this is unavoidable. This time the entire assembly came right off. It helps to rock the puller side to side gently, which helps coax the setter away.


On the right is a view of the dial with hand safely removed as well as another view of the puller. No damage was done to the dial with this approach.
It’s important to do everything possible to preserve the dials on these antique clocks. If the dial is in good condition, the entire clock looks better. If the dial is marred from careless hands, or oilstained, it brings down the appearance of the entire clock. An original dial in good condition carries a heritage forward with the clock.
The hour hand pulled away in this case with a gentle twist at the center wheel (NEVER twist the hand itself), and no tools were required.

Now that the hands are removed, the dial can be lifted off, exposing the movement. At this point, the rear assembly easily comes apart exposing the movement as is shown below. It’s very important to start thinking about organizing the project. Note the dial and hands which have been stored in a plastic bag for protection. On the right, a small Tupperware container is used to store the movement and other parts until

it is time to focus on them. Wrapping the lens in a plastic bag is prudent as well. For now, we’re going to turn our attention to the case restoration.
Restoring the Baby Ben Style 1 Case.
Let’s start with the rear bell cover. Upon examination (left), we see a badly tarnished surface and substantial rust pitting. But before going any further, let’s take the rear bell out on the buffing machine and see if we can salvage the piece. The result is shown on the right, and, things aren’t improving much. Now that the heavy tarnish is removed, it is still clear that we’re not going to be able to polish out the rust. This is usually the downfall of these pieces. While the nickel sometimes polishes up (sometimes not, and the nickel simply fades away), there isn’t much we can do to improve on things once nickel has popped off because of the rust underneath it.


There have been some situations where we’ve been able to spotremove the rust with fresh Naval Jelly. Sometimes the long soaks required also weaken the copper plate however, a disaster. The rust pits left behind can’t be spot filled, either. We haven’t found a universally effective way to spotrepair these pieces. As we go through the rest of this article you’ll gain an appreciation for why. Sometimes it’s possible to improve on things if the rust isn’t too extensive. In this particular situation, however, it’s time to start over.
We’ve done a fair amount of study into the way these case parts were originally finished. The surface treatment of the base metal (steel) is actually fairly important. It appears these rear bells were finished with radial pattern, with machine and sanding marks emanating from the center of the piece outwards in circular fashion. The side edges are grained with the long direction. So that’s what we’ll do as we finish them as well.
The original makers used a lyebased cleaning agent to prepare the metal for plating. Then, a fairly heavy coat of cyanidebased copper was applied (copper is easier to polish than steel). This material was then polished on a buffing machine, cleaned again, followed by nickel plating. It’s not clear if any polishing occurred after nickel plating, but it’s unlikely. So, that’s the process we will use as well—except we’re not going to
use a cyanidebased plating solution, but that won’t matter in terms of the finished product. Avoiding cyanide will be our contribution to keeping our environment safe and clean©.
To remove all of the rust, the best approach is pressure blasting with ultrafine aluminum oxide dust. Our choice of grit leaves fine detail completely untouched and makes building the finish plating much easier. Shown below is our little Baby Ben rear bell getting ready for the big blast! Shown on the right are the results.


Our experience with this approach has been optimal. Unlike chemical stripping, the surface of the part is left clinically clean with no residue. No acids are trapped in deep pits so no surprises later. It is CRITICALLY important that every trace of rust be removed as well, and this has worked better for rust removal than anything else we’ve tried. Note the pits on the bottom right of the part that remain, but the rust which “ate” the metal is all gone. Part of our challenge will be to eliminate these pits. Not pictured is the underside of the part which is stripped clean just as the top is. This is also important; you can ruin a good job by leaving the old plating and a rusty surface on the inside, since the new plating cannot adhere to a poor surface and will flake off eventually.

The next step is to get some copper on this bare steel back as quickly as possible. Allowing this clean steel surface to lie around the shop for a few days is bad practice. It will rust. So, into the plating shop we go. On the left is a picture of our miniature horological plating workstation and on the right is the cleaning tank where the rear bell cover is now soaking.


After cleaning and rinsing, into the copper tank it goes. The copper is a special EPI product that allows us to plate directly to steel without cyanide. Acid copper would corrode steel and could never plate it. The EPI product also has outstanding resistance to heat, which will serve well as we move forward in the restoration. On the right is the result.

Once again, our pitted surface follows us. Now it’s time for us to deal with it. To do so, we will paint the pitted areas with a special solder paste which will flow into the pits and seal them. We’ll then have to surface the solder with fine abrasive paper which leaves the solder ONLY in the lowest lying, pitted areas. Subsequent coats of copper will smooth over the pits and seal in the solder. The next few pictures depict the silver soldering process. You’ll notice we selectively avoid getting solder paste anywhere near rear markings, patent numbers, etc. since we want to restore this rear bell in a way that retains all historic markings. We could grind away the steel until the pits are gone. In
early experiments, we tried this. The results were so bad that we developed the following approach, which works much better.


The middle picture is a little blurry, which is what happens when you try to take a picture with camera in your right hand, holding a hot blow torch in your left. On the right is the soldered surface. The next step is a thorough defluxing for which we use Simple Green in the ultrasonic cleaner, heated to 140° F. The Simple Green cleaner is another way we strive to be environmentally friendly, although it works better than anything else we’ve tried, too! The flux must be thoroughly removed. The slightest residue of flux causes
plating problems; therefore, we certainly don’t want to grind the flux into the surface in subsequent steps.
What’s the gadget in the next picture? You’ll remember we noted the importance of the base metal graining. It would have been folly to grain the steel, since the solder operation will obscure any grain. But now the time has come, and this turning machine will help us get it done. Why not use a lathe? You’ll notice the tub of water underneath the turning head. We need to wet sand the part to avoid clogging the fine sandpaper and also to
avoid filling the air and shop with metal dust. Expensive horological lathes do not take well to water being dripped onto them. This approach also makes it possible for us to recycle the fine copper and solder filings, again being environmentally friendly.


appearance of the finished part.

In the picture at the left you can see that the pits have been filled with solder, but NO solder remains anywhere
else except in the pits. You’ll also notice the radial grain which we’ve imparted on the metal, so we’re on our way to having a restoration that copies the original. We will maintain this grain
throughout the remainder of
the restoration process. When the part is buffed, the
grain will greatly enhance the
Let’s stop for a moment and discuss the filling of the pits, a process step we’ve considered in earnest. Rust pits can tunnel quite deepmuch too deep to plate up with copper alone. The approach of filling with silver and plating over is a timetested and accepted practice in the jewelry industry, so we have honorably adapted it to restoring these fine timepieces. We’ve seen restorations done in which the pits were not filled but instead were ground away. In our opinion this is a serious mistake. It takes with it the
base metal (and there isn’t much to start with on these little clocks), and often eradicates markings, patent dates, trade names, etc. This is not a kind act to bestow upon these fine keepsakes. So, that’s why we do the selective filling!
We follow this surfacing with up to 4 more layers of copper, sanding in between each to flatten the pits and other distress marks. Eventually we end up with a piece that looks as shown below left. The pits are gone! But note that all markings have thrived well through the process. In many cases, the markings are more visible after this process because they were previously obscured by corrosion and grime, which are now gone. On the right, after a trip to the buffing machine and a pass through the cleaning process,
we’re on our way to the nickel plating tank. (Apologies; the parts are very reflective after buffing, and I was wearing a red shirt that day).


Here you see the completed rear bell, nickel plated. Lower inset is the inside view, also fully restored. Upper right inset is the “polished before” for comparison.
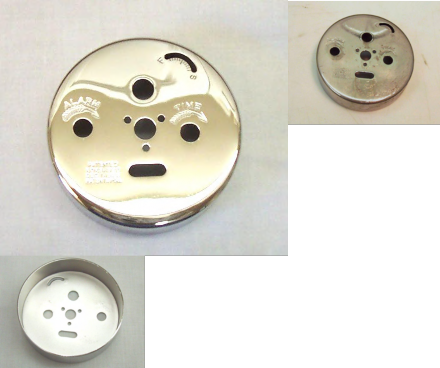
Turning now to the front bezel, we realize we have substantial repair work to do. First, there is a leg missing. Second, there is damage to the bezel itself. We start by detaching the riveted finials from the bezel. To do so, we use a Dremel tool and carefully grind away the rivet heads which makes quick work of the disassembly.


Not much repair work can be done to the front bezel until the nickel is removed. The nickel is a very tough barrier and impedes any smoothing or reshaping that must be done. Using our MetalX nickel stripper, the nickel is removed. Why not use the pressure blasting approach? The blasting will peen the thin brass which makes it very difficult to buff later, also will anneal the surface and possibly distort it. Since there is no rust involved with a brass bezel, and the nickel is thin, the stripper works wonders. Shown below is the brass bezel after strip. You’d never know it ever had any nickel on it. Now we’re ready to roll.


Working with Style 1 Baby Ben bezels can be a challenge because they are in the 0.012” thickness range. Style 1 and 1a Big Ben front bezels are much more workable at 0.018” or more, especially the earlier steel Style 1 Big Ben bezels. For the Style 1 Baby Ben bezels, it is possible to be too aggressive in sanding out nicks and scratches from the soft brass and sand right through it! We’ve learned the trick is to rely minimally if at all on the sandpaper when removing dings and dents. Most of the forming must be done without sanding. This means that some small imperfections may be left, but most of these can be softened significantly by buffing so that they are hardly noticeable. The
layer of nickel plating doesn’t do much to “fill in” any imperfections. In fact, it has a tendency to exaggerate them. The quality of the result is in the surface preparation as is often the case. In extreme circumstances, we have resorted to using the same method as described for the rear bell cover—solder paste and multiple layers of copper. Again this is much preferred over grinding away the defects with sandpaper or other means.
After all imperfections are corrected, the bezel is presented to the buffing machine. It is important to use a backer block with the thin bezels or the wheel will have a tendency to grab and throw the work piece. The following photos show the result after buffing. For now the dark buffing compound is left on the surface as a preservative until just before we are ready to nickel plate it.



From a stock of previously prepared Baby Ben replacement legs we select a matching pair. We now machine the legs and the top finial (loop) to accept a 2.0mm screw as shown to the left below. All finials, setters and keys are then ultrasonically cleaned and put into the tumbler for 24 hours. They come out all shiny and ready to plate as is shown below right. The ring is not shown below because it was removed from the process. It responded well to tumbling and did not require plating.

The front bezel and finials are then nickel plated. While that is happening, the alarm set paper is cleaned and reconditioned, or if it is illegible for whatever reason, a new one is fabricated. As soon as the plating is completed, the front bezel is reassembled. The results are shown below along with a “Before” picture, inset.
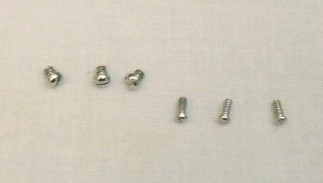
Following the assembly of the front bezel, the screws are reconditioned and plated. This is testimony to attention to detail. If the clock case is reconditioned and replated, the screws must also be reconditioned as well or they will look horribly out of place and detract from the quality of the restoration. Restoring the tiny screws can be time consuming since each one must be filed, reslotted, and finished as shown, then replated. But the result will be well worth the effort.

